
Of the dozens of factors that affect the profitability of a ready-mix producer, the cost of lost time and material are among the hardest to quantify. Production reports out of the plant automation systems (or dispatch systems) show the average material tolerance from the concrete batching operations. Any over or underweight batches (and their associated costs or savings) are often irretrievable pieces of information consolidated into a report. Quality control has the obligation to ensure that the produced concrete meets specifications but is not responsible for direct production cost profit and loss.
Similarly, the cost of lost time is invisible. Given that many concrete plants do not run at full capacity due to lack of market demand, or lack of logistics capacity to deliver the concrete, this can be an easy thing to overlook. If there are delays, whether due to plant inefficiencies or equipment failure (aka ‘lost time’) the production people just stay late in the day (while on the clock) to finish the daily production.
In our ready-mix business environment, all the low hanging fruit has been picked. To maintain or improve profitability the producer needs to focus on the dozens of items that gobble margin one event at a time. This blog will shine a light on a few of those costs.
Material Costs due to concrete batching system performance
The two most controllable dimensions of plant production (direct material cost and plant downtime) are well understood. Let’s start with Materials. Material costs are generally around 45-55% per unit produced. This table shows the average material tolerances obtained for about 45,000 yards produced in the month of September 2024.
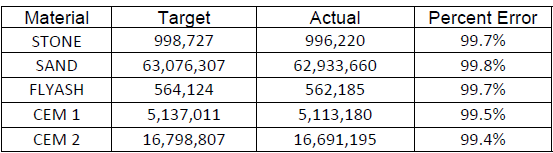
From an accounting and quality control point of view, this table depicts excellent results with all materials, on average, under and within one percent of target. That said, the variation of production costs due to over and under batching can be overlooked because the reports out of the plant automation systems are summaries. If the raw batch results are exported into a back-office system, the visibility is improved, and actual costs are easier to identify.
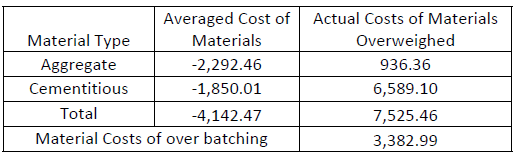
For this same month, here is the analysis between the observed costs of the materials from reports and the potential savings available. For this producer, the amount of the over batched materials was about $7500 above and beyond the allowed material tolerances. However, because over the long term the plant automation system was under batching, the net cost of these over tolerance batching was reduced to about $3300 for a single month.
The cost of less than optimum concrete batching system/plant performance is still substantial. With a bit of ongoing investment in plant tuning, maintenance, or spending for better control and monitoring software these savings are available and are accumulated in perpetuity.
Lost Time due to concrete batching system performance
One of the areas that has not been well understood is the opportunity cost of lost time. Lost time events such as plant down time are easy to quantify. What is not so easy can be is the cost of delays due to lost production due to plant alerts that have to be processed by the operator.
There are two kinds of general alert categories that a plant operator copes with daily: ‘Tolerance’ and ‘Non-Tolerance’ alerts. Tolerance alerts are, of course, when the plant automation system halts and waits for the operator to review a tolerance situation and act. This act might be a simple approval to proceed, or a manual intervention to correct the problem. Non-Tolerance alerts are everything else…scale or bottle not empty errors, metering errors, feed cycle errors, hand-add alerts for fiber, water adjustments, etc. In either case the production process has likely stopped.
When the process is stopped, those precious seconds lost have just extended the length of the production day. This might not seem like much; what’s a few seconds here and there?
To demonstrate the potential scale of those ‘few seconds here and there’ let’s look at an example. A well-known producer shipped 67,021 yards over a month requiring 7,274 truckloads. An analysis of the operator alerts shows:
- 2,933 Non-Tolerance alerts that halted production for about 9 hours, 47 minutes.
- 5,711 Tolerance alerts that halted production for about 22 hours 39 minutes.
On average for each of the 7,274 loads the operator was required to press ‘a button’ 1.18 times. This is likely a little high because many operators have the computer recheck tolerance 2 or 3 times in case the scale settles to an acceptable amount.
However, the accumulated cost of less than optimum concrete batching system/plant performance consumed three 12-hour shifts of time and labor in a single month. This is not only the plant operators’ time but drivers and dispatchers too. Add to this the occasional down time due to no one knowing that a gate was sticking and suddenly failed or an admix meter was failing but a load was produced anyway just adds to the losses.
Final considerations
By any measure these numbers are impactful. Spending an extra three shifts of time per month, potentially every month, is real money. Costs due to preventable downtime are expensive. Addressing and managing the cost of less than optimum concrete batching system/plant performance pays for the costs to equip the operations teams with the personnel and tools they need to improve and maintain the plants.
Up next: Applying artificial intelligence for concrete batching.
Randy Willaman
As a key architect behind COMMANDbatch and REDI-VIEW, Randy Willaman brings decades of hands-on experience with concrete batching systems. Through his posts on the MARCOTTE Blog, Randy shares his unparalleled expertise and insights with concrete producers looking to maximize their system's potential. Learn more about his services at willamansolutions.com.




















